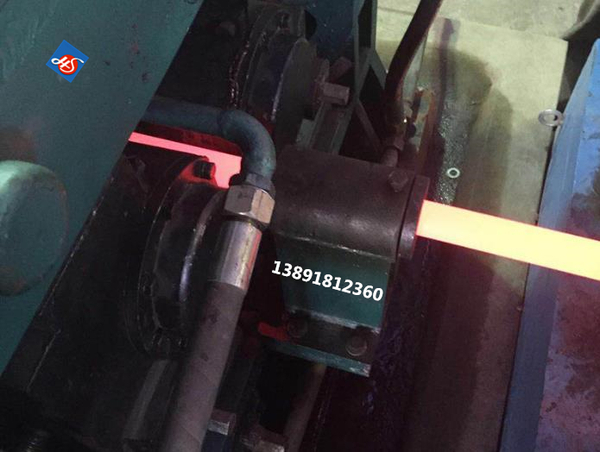
圆钢调质采用圆钢调质感应加热炉生产线来加热调质。圆钢调质是淬火加高温回火的双重热处理,圆钢调质淬火时,要求工件整个截面淬透,使工件得到以细针状淬火马氏体为主的显微组织。圆钢调质高温回火,则可以得到以均匀回火索氏体为主的显微组织。海山机电小编认为,圆钢调质后,淬火后的硬度必须达到该材料的淬火硬度,回火后硬度按图要求来检查,调质目的就是使金属工件具有良好的综合机械性能。

1、 圆钢调质加热淬火时表面温度由于受到冷却水汽以及氧化皮等因素的干扰,很难准确测定出圆钢加热后的温度值,而是依靠经验,观察温度,再结合试验结果,最终将工艺参数定在合理的范围。在材料和加热温度都合适的前提下,淬火介质冷却的性能显得非常重要。由于工件总是不可避免地带有油质,加上车间的生产量也非常大,经过一段时间的生产后,淬火介质中不可避免带上了油,从而降低了淬火介质的冷却性能。因此必要时替换淬火介质,并将设备淬火水箱进行了彻底清洗,可提升淬火效果。
2、 圆钢一般分为碳素调质钢和合金调质钢二大类,不管是碳钢还是合金钢,其含碳量控制比较严格。如果含碳量过高,调质后工件的强度虽高,但韧性不够,如含碳量过低,韧性提高而强度不足。为使调质件得到好的综合性能,一般含碳量控制在0.30~0.50%。

3、圆钢淬硬层深度很大层度决定圆钢调质感应调质加热炉的加热频率。当加热层深度为电流透人深度的40%一50%时,圆钢调质加热炉加热的总效率,这里推荐陕西海山机电有限公司圆钢调质加热炉是不错的。选择合适的加热功率、加热频率和淬火移动速度对表面硬度和淬火深度的影响非常重要。同时使用规范的感应器以及选择合适的淬火区域对淬火效果也有影响。

4、45圆钢调质淬火温度在A3+(30~50) ℃,在实际操作中,一般是取上限的。偏高的淬火温度可以使工件加热速度加快,表面氧化减少,且能提高工效。为使工件的奥氏体均匀化,就需要足够的保温时间。如果实际装炉量大,就需适当延长保温时间。不然,可能会出现因加热不均匀造成硬度不足的现象。但保温时间过长,也会也出现晶粒粗大,氧化脱碳严重的弊病,影响淬火质量。海山机电小编认为,如装炉量大于工艺文件的规定,加热保温时间需延长1/5
5、45圆钢调质件淬火后的硬度应该达到HRC56~59,截面大的可能性低些,但不能低于HRC48,不然,就说明工件未得到完全淬火,组织中可能出现索氏体甚至铁素体组织,这种组织通过回火,仍然保留在基体中,达不到调质的目的。
海山电炉在中国是圆钢调质中频加热炉设计制造的龙头企业,致力于圆钢调质中频感应加热技术的研发已有三十年的历程,其各种类型的圆钢调质感应加热设备已应用于众多工业领域传动部件及动力输出部件的感应加热。